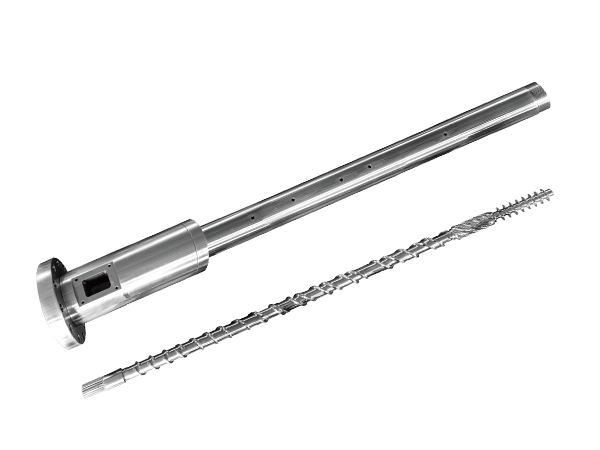
Parafuso, barril e acessórios para máquinas de moldagem por injeção
série de rosca

Máquina de moldagem por injeção parafuso e barril especificação
1. Die que trava a força: 100KN~35000KN
2. Quantidade de injeção: 30~30000g
3. Diâmetroscrew: φ12~φ250
4. A estrutura do parafuso e a relação de compressão podem ser projetadas de acordo com diferentes matérias-primas
Matérias-primas e requisitos de tratamento de endurecimento
Os materiais:
38CrMoAIA,【1.8509】 42CrMo, 41CrAIIMo7, aço inoxidável 31, 316L, 316Ti,9Crl8Mo,9Crl8MoV, hastelloy C276, C4, M2,SKD61 [H13] SKD11[D2],K110, Inconel625;
Tratamento térmico: tratamento de nitruração, dureza de superfície HV≥2900 [HRC≥68], profundidade de nitruração,0.6-0.8mm
Tratamento de superfície do revestimento, profundidade 0.02-0.15mm;
Tratamento de têmpera de alta frequência, endurecimento integral. Dureza dureza HRC55-65
Série de parafuso de barril de máquina de liga: liga à base de ferro, HT2TJ HRC58-60, liga à base de níquel, HT6NJ HRC53-56, liga à base de ferro de tungstênio, HT3W HRC58-60, liga à base de níquel de tungstênio HT5JW HRC55-58, liga super dura HT9TT (HRC62-65)


Processo de processamento
Fluxo de processamento de parafuso nitretado: desbaste → tratamento térmico (temperamento)→ usinagem áspero → tratamento térmico (moldagem)→ usinagem de acabamento → moagem áspero → teste → tratamento térmico (tratamento de nitretação)→ moagem fina → teste → aceitação
Processo de usinagem de parafuso de liga: desengate → tratamento térmico (temperamento)→ usinagem áspera → tratamento térmico (moldagem)→ usinagem de acabamento → liga de pulverização de nervos de parafuso → moagem fina → teste → tratamento térmico (tratamento de nitretação)→ moagem fina → teste → aceitação
Fluxo de processamento de barril de nitretação: desbaste → desbaste do furo no barril → tratamento térmico (temperamento)→ acabamento → moagem áspero → teste → tratamento térmico (tratamento de nitretação) um moinho fino → aceitação
Processo de usinagem de barril de liga: desbaste → desbaste do furo no barril → fundição de liga do furo no barril → usinagem de acabamento → moagem áspera → teste → aceitação

Máquina de moldagem por injeção parafuso e barril especificação
1. Die que trava a força: 100KN~35000KN
2. Quantidade de injeção: 30~30000g
3. Diâmetroscrew: φ12~φ250
4. A estrutura do parafuso e a relação de compressão podem ser projetadas de acordo com diferentes matérias-primas
Parafuso, barril e acessórios para máquinas de moldagem por injeção

Extrusora único parafuso e barril
Parafuso e tambor de alta velocidade da extrusora

Extrusora parafuso de granulação e barril

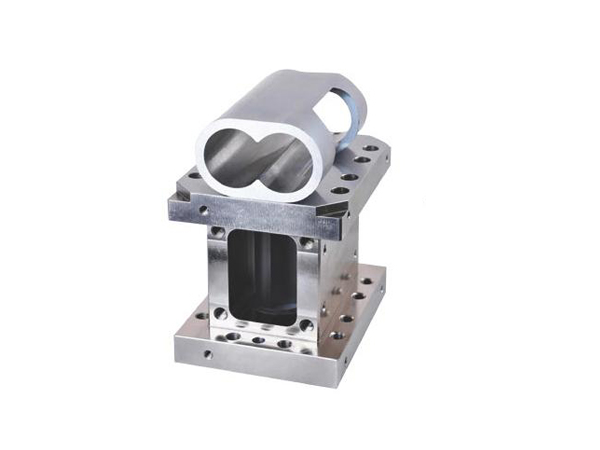
Parafuso de torção e barril

Extrusora paralela duplo parafuso e tambor

Parafuso gêmeo cônico da extrusora, tambor

Parafuso e tambor da máquina de borracha

Parafuso planetário, barril
Bloco tipo máquina barril screw

Parafuso bimetálico e tambor
Faça máquinas de plástico de alta qualidade,construa qualidade honesta
Linha de atendimento 24 horas
0580-8055339
telefone:13750718202
fax:+86-580-8233030
E-mail:info@ht-alloy.com
Endereço da sede: No. 2, Muyu New Village, Mu'ao Village, Jintang Town, Dinghai District, Zhoushan City, Zhejiang Province
local na rede Internet:www.hongtuomachinery.com

Acesso móvel rápido
direito autoral 2022~2024 ZHOUSHAN HONGTUO MACHINERY CO.,LTD.