舟山市宏拓机械有限公司
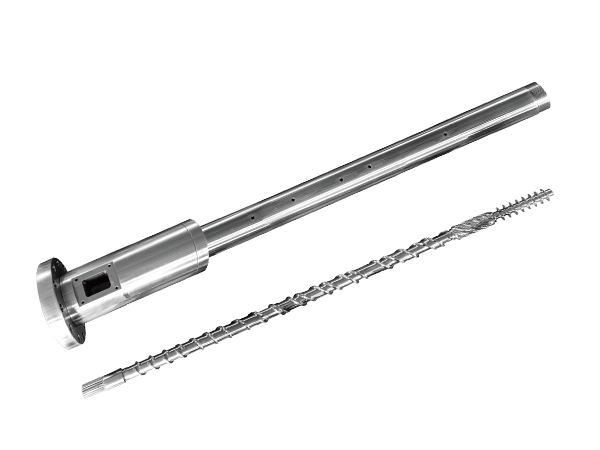
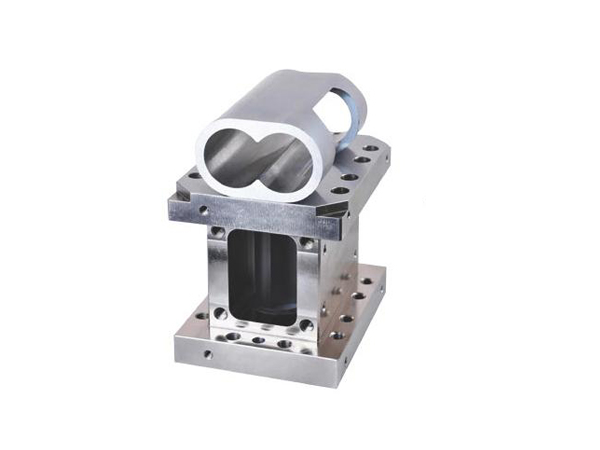
挤出机造粒螺杆、机筒
螺杆系列
挤出机造粒螺杆、机筒规格
1. 碎料造粒专用螺杆机筒
2. 团粒机造粒专用螺杆
长径比1:18-----1:50各种大小型号螺杆机筒

原材料及硬化处理要求
材料:
38CrMoAIA,【1.8509】 42CrMo, 41CrAIIMo7, 不锈钢31,316L , 316Ti ,9Crl8Mo ,9Crl8MoV, 哈氏合金C276, C4 , M2 ,SKD61 [H13] SKD11[D2] ,K110, Inconel625;
热处理方式:渗氮处理,表面硬度HV≥2900 [HRC≥68] ,氮化深度,0.6-0.8mm
表面镀层处理,深度0.02-0.15mm;
高频淬火处理,整体硬化。硬度HRC55-65
合金机筒螺杆系列:铁基合金,HT2TJ HRC58-60、镍基合金,HT6NJ HRC53-56,碳化钨铁基合金,HT3W HRC58-60,碳化钨镍基合金 HT5JW HRC55-58、超硬合金 HT9TT(HRC62-65)


加工流程
氮化螺杆加工流程:下料→热处理(调质)→粗加工→热处理{定型)→精加工→粗磨→检测→热处理(氮化处理)→精磨→检测→验收
合金螺杆加工流程:下料→热处理(调质)→粗加工→热处理{定型)→精加工→螺杆螺棱喷涂合金→精磨→检测→热处理(氮化处理)→精磨→检测→验收
氮化机筒加工流程:下料→机筒内孔粗加工→热处理(调质)→精加工→粗磨→检测→热处理(氮化处理)一精磨→验收
合金机筒加工流程:下料→机筒内孔粗加工→机筒内孔合金浇铸→精加工→粗磨→检测→验收

做精品塑机 铸诚信品质
24小时服务热线
0580-8055339
手机:13750718202
传真:+86-580-8233030
E-mail:info@ht-alloy.com
总部地址:浙江省舟山市定海区金塘镇穆岙村木渔新村2号
网址:www.hongtuomachinery.com

手机快速访问